Katalog
S rostoucími požadavky na inteligentní výrobu a vysoce přesné obrábění hrají digitální laserové senzory klíčovou roli v zařízeních pro řezání, značení a kontrolu laserem. Tento článek se zaměřuje na vysoce přesný digitální laserový senzor řady WF5803F a rozebírá jeho základní technické výhody, úvahy o systémové integraci a pájení, předvýrobní testovací pracovní postupy a metody zpracování dat v reálném čase. Prezentováno ve stručném a na zákazníka zaměřeném stylu, předvádí praktické zkušenosti a autoritativní spolehlivost a nabízí vhodná řešení pro vývojáře laserových zařízení.
Technické zázemí a hodnota
Vývoj požadavků na snímání v přesném obrábění
Moderní laserové zařízení používané pro řezání štěrbin v mikrometrovém měřítku, vysokorychlostní značení a kontrolu na úrovni nanometrů vyžaduje v reálném čase vysoce přesnou zpětnou vazbu o zaostřovací vzdálenosti, intenzitě paprsku a poloze obrobku. Tradiční analogové snímače jsou náchylné k rušení prostředím a postrádají robustnost, takže nejsou vhodné pro vysokorychlostní dynamické řízení.
Výhody digitálního laserového snímání
Digitální laserové senzory integrují ADC a mikroprocesory s vysokým rozlišením a převádějí analogové optické signály na digitální data I²C/SPI. Nabízejí silnou odolnost proti šumu, stabilní rozhraní a přímou komunikaci s hostitelskými počítači nebo vestavěnými řídicími jednotkami, čímž zvyšují spolehlivost a udržovatelnost systému.
Typické průmyslové případy použití
Při řezání polovodičových plátků, laserovém svařování lékařských zařízení a špičkovém zarovnávání optických vláken je přesnost měření na úrovni mikrometrů až nanometrů rozhodující pro výnos a kvalitu. Digitální laserové senzory se svou přesností a digitální komunikací staly standardními součástmi přesných zařízení.
Základní vlastnosti a inovativní výhody WF5803F
Vysoké rozlišení a široký dynamický rozsah
WF5803F poskytuje přesnost 0,01 % FS v rozsahu 20 BAR s rozlišením měření ohniskové vzdálenosti až 0,1 μm. Podporuje vysokofrekvenční datový výstup v reálném čase pro splnění požadavků na vysokorychlostní dynamické řízení.
Ultra nízká latence a vysoká stabilita
Interní vzorkovací a kalibrační algoritmy na úrovni FPGA snižují latenci zpracování signálu pod 2 ms. Jeho tepelná a vibrační odolnost zajišťuje stabilní výkon v extrémních podmínkách s kolísáním pod ±0,02 %.
Více digitálních rozhraní a škálovatelnosti
Podporuje digitální rozhraní I²C, SPI a UART, což umožňuje flexibilní integraci do různých řídicích desek laseru. Vestavěná vyrovnávací paměť FIFO ukládá 256 vzorků, což umožňuje nízkofrekvenční čtení a snižuje zatížení sběrnice.

Úvahy o integraci systému a montáži senzoru
Plocha a rozvržení PCB
WF5803F je dodáván v pouzdře LGA 4×4 mm s optickým oknem nahoře. V uspořádání PCB ponechte otvor nad oknem, vyhněte se pájecí masce v této oblasti a ujistěte se, že podložky jsou správně pokoveny pro uzemnění a odvod tepla.
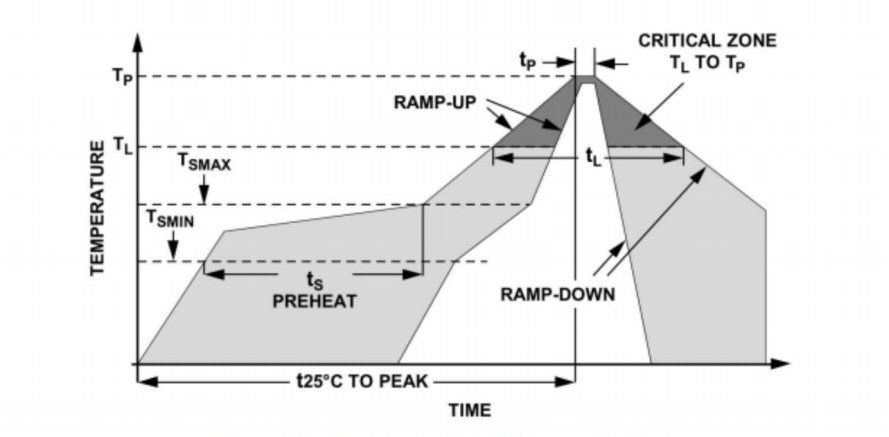
Proces pájení a teplotní profil
Použijte profil přetavení bez olova: náběh ≤2℃/s, vrchol při 245±5℃, setrvání nad 217℃ po dobu 60 s. Pro přepracování použijte páječku na 350 °C po dobu kratší než 3 s, aby nedošlo k prasknutí okenního skla.
Optické vyrovnání a ochrana proti prachu
Během montáže udržujte optické okénko čisté, vyhněte se kontaminaci pájecí pastou nebo tavidlem. Po pájení propláchněte dusíkem nebo otřete hadříkem nepouštějícím vlákna a upravte montážní držák tak, aby laserový paprsek dopadl na střed okna kolmo.
Testovací procesy a nástroje hromadné výroby
Přehled pracovního postupu testování
- Ověření jedné jednotky: Aplikujte známé optické nebo tlakové signály na kalibrační zařízení, odečtěte digitální výstup a porovnejte s nominálními hodnotami.
- Environmentální testování: Spusťte cykly –20 až 80 °C v komoře s tepelnou vlhkostí, zaznamenejte teplotní posun a kompenzační koeficienty.
- Vibrace & Šokovat: Proveďte 3osé náhodné vibrační testy na vibračním stole pro odolnost vůči vibracím; použijte nárazový tester k simulaci manipulačních otřesů.
Doporučené zkušební zařízení
Přesné kalibrační zařízení: Pro standardní výstupy výkonu nebo tlaku laseru (např. spektrometr Newport, tlakový kalibrátor Fluke).
Komora pro životní prostředí: Programovatelné cyklování teploty a vlhkosti.
Tabulka vibrací/šoků: Vyhovuje IEC60068.
Digitální osciloskop & Logický analyzátor: Monitorujte časování a elektrické charakteristiky I²C/SPI.
Zpracování dat v reálném čase a optimalizace přesnosti
Algoritmy filtrování a strategie vzorkování
Použijte klouzavý průměr nebo exponenciální vyhlazovací filtry v kombinaci s dynamickým vzorkováním: zvyšte na 1 kHz během vysokorychlostního řezání, snižte na 100 Hz pro statickou kontrolu, abyste vyvážili odezvu a potlačení šumu.
Kompenzace teploty a driftu
Integrovaný teplotní senzor poskytuje údaje v reálném čase. Polynomiální model druhého řádu vypočítává kompenzační koeficienty za běhu. K dosažení stability ±0,01 %FS v celém teplotním rozsahu nejsou potřeba žádné externí kalibrační body.
Kalibrace a autodiagnostika
Při zapnutí zařízení provede autotest načtením vestavěných kalibračních parametrů a jejich porovnáním s referenčními křivkami. Pokud odchylky překročí mezní hodnoty, vydá chybový kód a přepne se do bezpečného režimu, aby byla zajištěna bezpečnost procesu.
Závěr
Digitální laserové senzory poskytují základní výhody v přesnosti měření, rychlosti odezvy a spolehlivosti systému pro přesná zařízení. Vezměme si jako příklad WF5803F, jeho vysoké rozlišení, nízká latence, více rozhraní a robustní odolnost vůči okolnímu prostředí silně podporují laserové řezání, značení a kontrolní systémy. Se správným rozložením desek plošných spojů, přesnými procesy pájení, kompletním testováním hromadné výroby a algoritmy filtrování a teplotní kompenzace v reálném čase mohou vývojáři zařízení rychle implementovat účinná a stabilní řešení snímání a zvýšit konkurenceschopnost produktu.
Výše uvedený úvod pouze poškrábe povrch aplikací technologie tlakových senzorů. Budeme pokračovat ve zkoumání různých typů senzorových prvků používaných v různých produktech, jejich fungování a jejich výhod a nevýhod. Pokud byste chtěli více podrobností o tom, o čem se zde diskutuje, můžete se podívat na související obsah později v této příručce. Pokud vás tlačí čas, můžete také kliknout sem a stáhnout si podrobnosti o těchto příručkách Data produktu PDF na tlak vzduchu.
Pro více informací o dalších senzorových technologiích prosím Navštivte naši stránku Sensors.


